
天津一言钢铁贸易有限公司
手 机:13652143211
电 话:022-86919958
022-26854998
022-26854996
公司邮箱:tianjinyiyan@163.com
地 址:
天津市北辰区北辰大厦/北辰工业园区
由表1可以看出T91钢的化学成分限制是十分严格的。

二、SA-213-T91钢焊接性分析
SA-213-T91钢合金元素含量较高(总量约为10%),并有一定的空淬硬化裂纹倾向及焊缝脆化,因此需要焊前预热。保持一定层间温度及焊后进行热处理,焊接工艺参数宜采用小热输入量施焊,方能保证其焊接接头质量。
鉴于上述的焊接性分析,此钢种在焊接时必须采取行之有效的焊接工艺措施,并严格执行热处理工艺规范。
三、SA-213-T91钢焊接工艺试验
1 试验条件
(1)钢材 T91钢,¢63.5mm/4.5mm
(2)焊接方法 采用手工钨极氩弧焊,氩气流量8-10L/min(背面充氩6-15L/min)
(3)环境温度 20-30℃,湿度<60%。
(4)焊接位置 水平固定(5G),垂直固定(2G)。
(5)热处理设备 LWK-12×(0-220)-B。
(6)焊接设备 ZX7-315STG。
(7)焊接材料 焊丝:TGS-9cb,¢2.4mm,化学成分见表3。

2 焊接工艺规范
(1)焊前坡口制备(其形状尺寸见图1)。
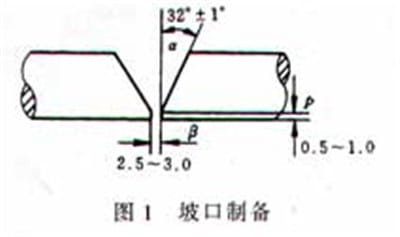
(2)焊前清理 彻底清除坡口内外母材表面两侧10mm范围内及焊丝表面的油污、铁锈、水分等,直至露出金属光泽。
(3)对口点固焊 将焊丝熔化金属直接点固在对口的根部,对口错边不超过1.0mm;点固焊前用火焰加热点固焊区到150℃;点固焊及正常施焊过程中不得在管子表面试电流,乱引弧。
(4)焊前预热 焊前采用电阻加热坡口两侧150mm左右,预热温度为150℃。层间温度保持在200-300℃左右。
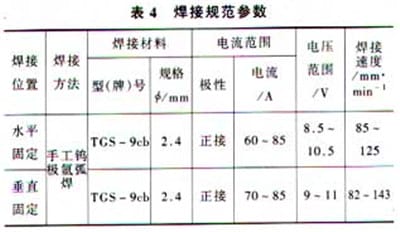
(5)焊前规范参数见表4。
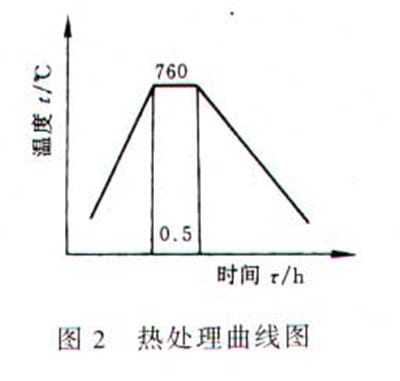
(6)焊后采用高温回火热处理方法。
温度:760±10℃;恒温时间:0.5h;
升温速度:280℃/h;降温速度:213℃/h;
热处理曲线图见图2(300℃以下可不控制)。
四、焊后检测
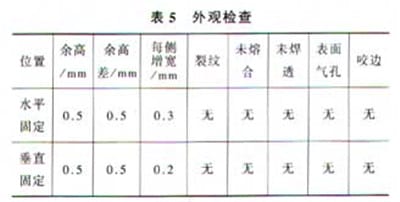
(1)外观检查(见表5)。
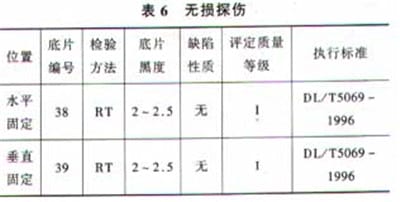
(2)无损探伤(见表6)。
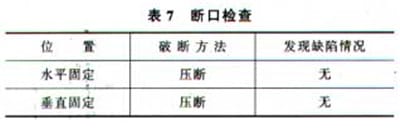
(3)断口检查(见表7)。
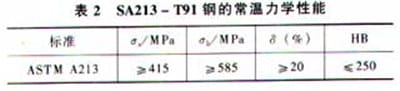
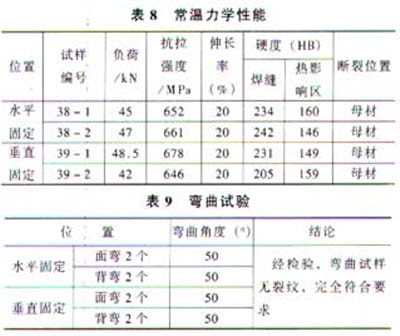
(4)常温力学性能(见表8、表9)。
(5)微观金相组织 焊缝、热影响区金相组织为回火索氏体,组织合格。
五、焊接操作工艺要领
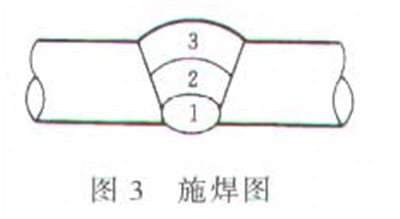
图3为施焊图,分为对口定位焊、根层打底施焊1、中间填充层施焊2和盖面层施焊3。
(1)对口定位焊 采用高频引弧法引燃电弧,将坡口两侧钝边熔化后加丝焊接。注意观察坡口两侧的熔合情况,必须使熔敷金属与母材充分熔合。
(2)根层打底施焊 采用内填丝法焊接,焊枪呈锯齿形摆动,在两侧适当停留,填丝动作要稳。
(3)中间填充层施焊 采用连续送丝法,焊枪做锯齿形摆动,焊丝要始终处在氩气保护区内,焊接速度尽量加快,避免焊缝表面氧化。
(4)盖面层施焊 采用连续送丝法,焊枪做锯齿形摆动,焊丝要始终在熔池中间并处在氩气保护区内,焊接速度尽量加快,避免焊缝表面氧化。
六、结语
(1)运用合适的工艺规范焊接,T91钢的焊接接头力学性能指标完全可以满足要求。
(2)所提供的焊接、加热工艺规范参数,适当焊工的培训,也适合工程现场焊接施工。
(3)对今后这方面的焊接工作具有重要的指导性意义。
天津一言钢铁贸易有限公司专业供应石化、电力专用无缝管。